
Author: CIDAUT
3D printing technology is an additive manufacturing technique that has progressed significantly in the recent years. Some of the advantages of additive manufacturing include the possibility to manufacture free-form complex components that would otherwise be impossible to build with subtractive manufacturing processes. For example, 3D printing offers the possibility to make accurate and well-detailed products in a hassle-free and cost effective way. It also provides the ability to customize products while reducing mass, amount of assemblies, and material waste. Despite the huge progress in the 3D printing technology, and its increasing adoption, there are some production issues remaining.
One of the main challenges of products obtained by 3D printing is that they are weaker than those obtained using traditional techniques. Compared to conventional polymer processing, such as injection moulding, 3D printing technique produces parts with lower strength and modulus of elasticity. Therefore, 3D printing technology has shown some disadvantages, such as a) the presence of voids and inclusions due to the lack of material union or recrystallization; this unwanted porosity comes from incorrect processing parameters or build conditions, b) mechanical anisotropy as a consequence of the layer-by-layer build characteristics, c) reduced resistance against external forces, d) surface roughness or other surface imperfections, as surface inconsistencies and e) deformation and residual stresses caused when the material is heated unevenly. These issues are especially emphasized in 3D printing of geometrically complex workpieces.
Concerning the selection of the right material on a project, that will depend of the design needs, the working conditions and thermal/mechanical loads of the printed part. Therefore, to choose a printing material, it will be necessary to take into account its technical characteristics, such as mechanical performance (maximum stress, elongation at break, impact resistance, layer adhesion, etc.), heat resistance, printability, finishing or visual quality and cost.
Printing materials
Concerning material challenges, the printing process of some materials as the bio-based polymers developed within Bionanopolys project, is not very widespread. Those materials present technical issues that do not exist when traditional materials (commodities) are printed:
- Processing temperatures: Some bio-based polymers require high processing temperatures
- Hygroscopic: Bio-based nanocomposites are highly hygroscopics; they tend to absorb water, which leads to inconsistency in dimensional accuracy and part strength.
- Warping proneness: Bio-based nanocomposites are prone to warping issues. Warping occurs when there is uneven cooling of the print and the print curls from the build plate, distorting the printed part
- Crystallinity Degree: Many of the bio-based polymers present high crystallinity degree. It can lead to significant deformations (warping) between the final part and the initial computer-aided design.
- Welding strength: Weld strength of adjacent layers shows remarkable variations in relations with the printing parameters, but also by the crystallinity degree of the material.
- Mechanical strength: Mechanical properties have a close relationship with the state of aggregation of macromolecular chains; a higher crystallinity of the printed sample leads to a better tensile strength and a higher elastic modulus, while the presence of the amorphous region could greatly increase the elongation at break along the printing direction.
To be able to solve the challenges related with the printing process of bio-based polymers, the new facilities at CIDAUT have been designed with an enclosed chamber, where four different heated systems are properly managed: filament container, nozzle, bed and chamber. This allows a proper selection and control of their temperatures, obtaining good dimensional quality parts from biopolymers.
Printed parts modelling
Among the large number of printing parameters that can be selected during the printing process, the most relevant are layer height, line width, air gap and raster angle. The layer height defines the thickness of each layer that composes the final component, and the line width defines the width of each raster. Both parameters define the volume of material that has to be extruded. The air gap determines the distance between rasters (zero air gap defines a distance between the centres of rasters equal to the line width; positive air gap results in non-joint of rasters, while negative air gap results in an overlay between rasters). Finally, the raster orientation defines the infill angle.
When using 3D printing, it is important to understand that 3D printed parts are built in layers, which mean it has laminate weaknesses; especially when the layers do not bond very well in the z-axis (print bed moves in this direction). In particular, it is observed that the overall strength is much lower when the load is applied in the printing direction with respect to the perpendicular direction. This means that the weak point of the 3D printing products is the contact surface between adjacent layers. Bonding between the successive layers and voids govern the mechanical strength of the parts. Variation in the bonding and formation of voids creates inhomogeneity in the printed parts that directly affect the mechanical performance of the part.
Therefore, it is essential to understand the relationship between process parameters and part performance to optimise the quality of 3D printed components, especially for high value and critical parts. Within Bionanopolys project, CIDAUT is in charge of offering services of characterization and modelling, to ensure the appropriate behaviour of functional printed parts, during its use phase. Specific task has been devoted to the development of material models, which are able to predict the behaviour of nanocomposites produced through 3D printing technologies. Within the Bionanopolys project, CIDAUT is focused on the characterization activities of printed parts, where tests were performed in order to provide data for the virtual performance modelling of the printed parts.
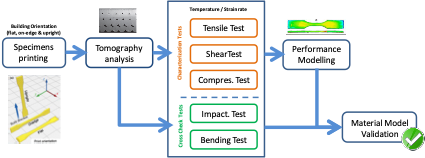
Methodology followed by CIDAUT in Bionanopolys project consists of a three-stage approach. The first stage is the analysis of the thermo-mechanical properties of printed samples, by means of testing. The testing samples were generated in three different printing orientations (this is, edge, flat and upright, as shown in Figure), in order to determine how the printing conditions impact on the mechanical properties. Before next stage, the proper quality of the printed specimens was checked by mean of non-destructive analysis (work carried out by CEA).
The second stage is the implementation of the results from the mechanical characterization in simulation software, using appropriate material models. Consequently, the experimental tests were virtually reproduced by simulation. According to that, material model in software are able to reproduce virtually the physical phenomena that a real material experiments during the characterization tests.
The last stage is the tuning-up of the simulation models until achieve the correlation between real and simulate behaviour. Consequently, for a specific geometry of a functional part, once the model for an specific nanocomposite is validated, simulation model allow predicting its best printing orientation and its service behaviour, under different applied loads.
Within the frame work of the Bionanopolys Project, CIDAUT has performed different activities related with 3D printing technologies, in order to give solution to the manufacture of consistent printed parts from bionanocomposites materials. Therefore, CIDAUT offers to the Bionanopolys ecosystem, a full range of service related with the 3D printing, based on printing facilities, characterization testing, materials performance modelling and virtual definition of the printing process, based on simulation of working conditions of the printed parts against the printing orientations.